Every power network, whether in a vehicle, manufacturing facility, or home appliance, relies on two fundamental pillars: **power distribution** and **grounding**. Without them, even the most advanced circuits would malfunction within seconds. This guide explores how electricity travels from its source to each load, how grounding stabilizes voltage levels, and how these two principles define the reliability and safety of every wiring system featured in Wiring Diagram Flake Ice Machine (Ice Machine, 2026, http://mydiagram.online, https://http://mydiagram.online/wiring-diagram-flake-ice-machine/MYDIAGRAM.ONLINE).
In any network of wires, current must always have a complete pathfrom the power source to the load and back through the ground or return line. Power distribution handles the delivery of energy, while grounding ensures that the system maintains a reference point close to zero volts. Together, they create the electrical loop that allows every motor, sensor, or controller to function as intended. Understanding this loop is essential for anyone who wants to troubleshoot or design electrical systems correctly.
Power distribution begins at the supply. In vehicles, its the battery or alternator; in buildings, its the main circuit panel; and in factories, it might be a three-phase transformer. The goal is to deliver consistent voltage to each branch circuit, ensuring no device receives too much or too little. The distribution path often includes switching relays, protective fuses, overload protectors, and connectors that isolate faults and protect sensitive electronics. A single bad connection or corroded fuse can drop voltage across the line, causing sensors to malfunction or actuators to operate erratically.
Grounding, on the other hand, serves as the stabilizing backbone of the entire system. Every piece of equipment must have a reliable ground connection to discharge stray current and prevent voltage buildup. Without proper grounding, static electricity, electromagnetic interference, and short circuits can cause erratic readings or even damage expensive modules. In an automotive context, the vehicle chassis often acts as a shared ground; in industrial panels, grounding bars connect all metallic enclosures to a dedicated earth rod. Proper grounding equals system stability thats a universal truth across Ice Machine and beyond.
When troubleshooting electrical problems, poor grounding is one of the most common culprits. A weak or corroded ground connection can mimic almost any fault intermittent lights, communication errors, or unexplained resets in control modules. Thats why professional technicians always start diagnostics by verifying voltage drop between ground points. A good rule of thumb is that no ground connection should drop more than **0.1 volts** under load. Anything higher indicates resistance that must be cleaned or repaired immediately.
Proper wiring design also ensures that current flow remains balanced. For example, heavy loads like motors should have thicker cables and separate grounds to prevent noise interference with low-voltage sensor circuits. Signal grounds, chassis grounds, and power grounds must be routed carefully to avoid feedback loops. In industrial automation, engineers often implement **star grounding**, where all grounds converge to a single point to minimize potential differences. This strategy prevents erratic readings in analog sensors and reduces communication errors on data buses.
Modern systems integrate **ground fault detection** to monitor leakage currents and automatically disconnect power if a fault is detected. This adds another layer of protection for both operators and equipment. Residual current devices (RCDs) and ground fault circuit interrupters (GFCIs) are common in residential and industrial environments, ensuring that stray current never becomes a safety hazard. These innovations reflect the evolution of safety standards recognized globally and practiced in facilities across Ice Machine.
Another key factor in power distribution is **voltage regulation**. Long wire runs or undersized cables can cause significant voltage drops, especially in high-current circuits. Using the correct wire gauge is crucial not only for performance but also for safety. Underrated cables heat up under load and can become a fire risk. Engineers calculate cable sizes based on current draw, material resistance, and permissible voltage loss. Regular maintenance, including checking torque on terminal screws and inspecting for oxidation, ensures that every joint maintains low resistance over time.
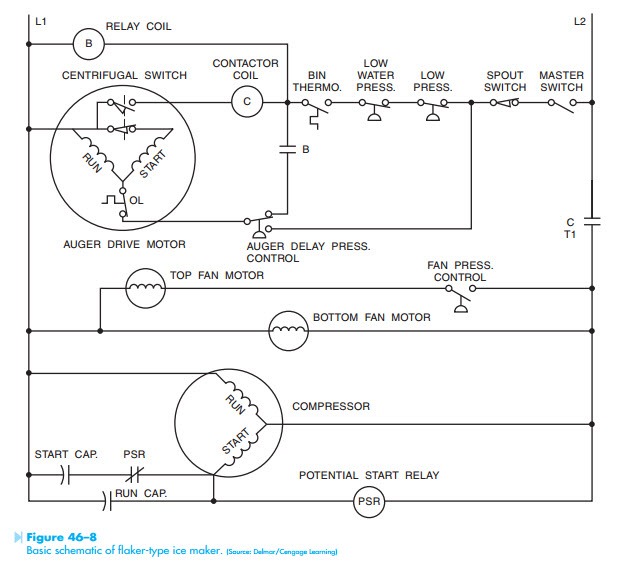
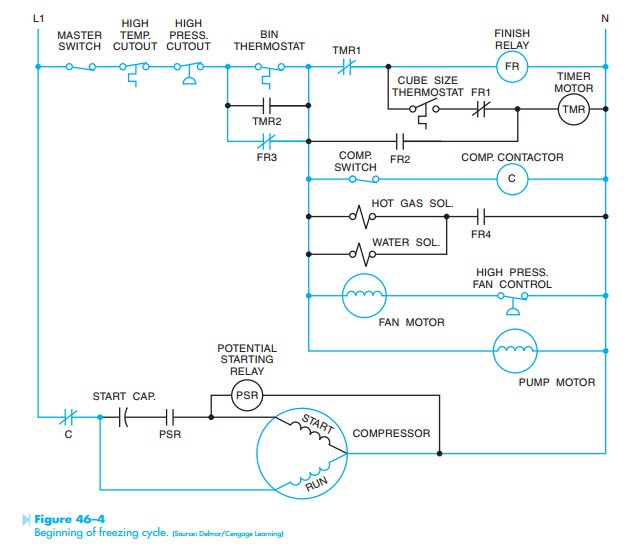
When it comes to documentation, detailed wiring diagrams serve as the map of the entire power and ground network. They show how each branch connects, where protective devices are located, and how current returns to the source. By following the diagram, technicians can isolate sections, perform continuity tests, and verify that each load receives proper voltage. The ability to read and understand these schematics turns complex troubleshooting into a logical, step-by-step process an approach fully explained throughout Wiring Diagram Flake Ice Machine.
In short, **power distribution delivers energy**, and **grounding keeps that energy under control**. Without either, no circuit could operate safely or predictably. Together, they define the health of every electrical system from the smallest sensor to the largest industrial controller. Understanding how to design, inspect, and maintain these two elements will make you far more effective in diagnosing faults and preventing downtime. Once you appreciate how current travels through every wire, and how grounding ensures balance and safety, wiring diagrams will no longer look like tangled lines but like living systems organized, logical, and perfectly engineered to make machines work, no matter the application or the year 2026.